
Fixed vs. Mobile Palletizing: Which Is Right for Your Operation?
As palletizing becomes a higher priority for manufacturers facing labor shortages, safety concerns, and increasing production complexity, one key question comes up again and again:
Should palletizing automation be fixed — or mobile?
Both approaches can be effective, but the right choice depends heavily on your facility, your production model, and how much flexibility you need over time. Understanding the differences between fixed and mobile palletizing systems can help operations leaders make smarter, future-ready decisions.
At BTB Solutions, we’ve worked with both models across a wide range of manufacturing and logistics environments. What we’ve learned is simple: there is no universal answer — but there is a right fit for every operation.
What Is a Fixed Palletizing System?
Fixed palletizers are permanently installed automation systems, typically designed for a single production line or dedicated application.
They are often:
Anchored to the floor
Integrated tightly with conveyors and upstream equipment
Surrounded by permanent guarding or safety fencing
Engineered for high, consistent volumes
Where Fixed Palletizers Excel
Fixed palletizing systems make the most sense when:
Production runs are long and predictable
SKUs and pallet patterns rarely change
Floor space is available
Throughput requirements are consistently high
The palletizer will not need to move or be reconfigured
In these environments, fixed systems can deliver excellent performance and efficiency over the long term.
The Limitations of Fixed Palletizing
While powerful, fixed palletizers aren’t ideal for every facility.
Common challenges include:
Long installation timelines
Higher upfront integration effort
Limited flexibility once installed
Difficulty adapting to new products or layouts
Space constraints in older facilities
For manufacturers operating in brownfield environments or dealing with frequent changeovers, these limitations can become significant operational bottlenecks.
What Is Mobile Palletizing?
Mobile palletizing systems are designed to be compact, flexible, and easily redeployed across different areas of a facility.
Rather than being permanently tied to one line, mobile palletizers can:
Be moved between production lines
Fit into tight or constrained spaces
Operate independently or alongside existing equipment
Scale by adding additional units rather than redesigning layouts
This approach has gained traction as manufacturers look for automation that adapts to real-world production environments.
When Mobile Palletizing Makes More Sense
Mobile palletizing is often a better fit when:
Production lines change frequently
Multiple SKUs or pallet patterns are run
Space is limited
Automation needs to be deployed quickly
Capacity needs fluctuate seasonally
Teams want to start small and scale over time
Instead of committing to a single, permanent configuration, mobile systems allow operations leaders to respond faster to changing demands.
Brownfield vs. Greenfield: A Critical Factor
One of the biggest influences on palletizer selection is the type of facility.
Greenfield Facilities
Newly built plants often have:
Open layouts
Automation planned from day one
Space allocated for permanent systems
In these cases, fixed palletizing can be a natural fit.
Brownfield Facilities
Older facilities tend to have:
Tight aisles and crowded floor plans
Legacy conveyors and equipment
Limited room for guarding or expansion
Mobile palletizing systems are often better suited to these environments, as they can be deployed without major structural changes.
Flexibility Is Becoming a Strategic Advantage
Manufacturing today is defined by variability.
More SKUs, shorter runs, and shifting demand mean operations leaders are prioritizing systems that won’t lock them into one way of working for the next decade.
Mobile palletizing supports this shift by allowing teams to:
Reassign automation as priorities change
Scale palletizing capacity incrementally
Reduce risk when introducing automation
Avoid overbuilding for future scenarios
Rather than replacing fixed automation, mobile systems often complement it — filling gaps where flexibility is needed most.
Where BTB Solutions Fits In
At BTB Solutions, our experience spans both custom fixed automation and standardized mobile palletizing platforms. That perspective allows us to help manufacturers evaluate palletizing strategies based on real operational constraints — not just theoretical performance.
Some operations benefit from fixed systems. Others gain more value from mobile solutions. Many use a combination of both.
The key is understanding:
How stable your production really is
How much change your operation experiences
Where flexibility would deliver the most value
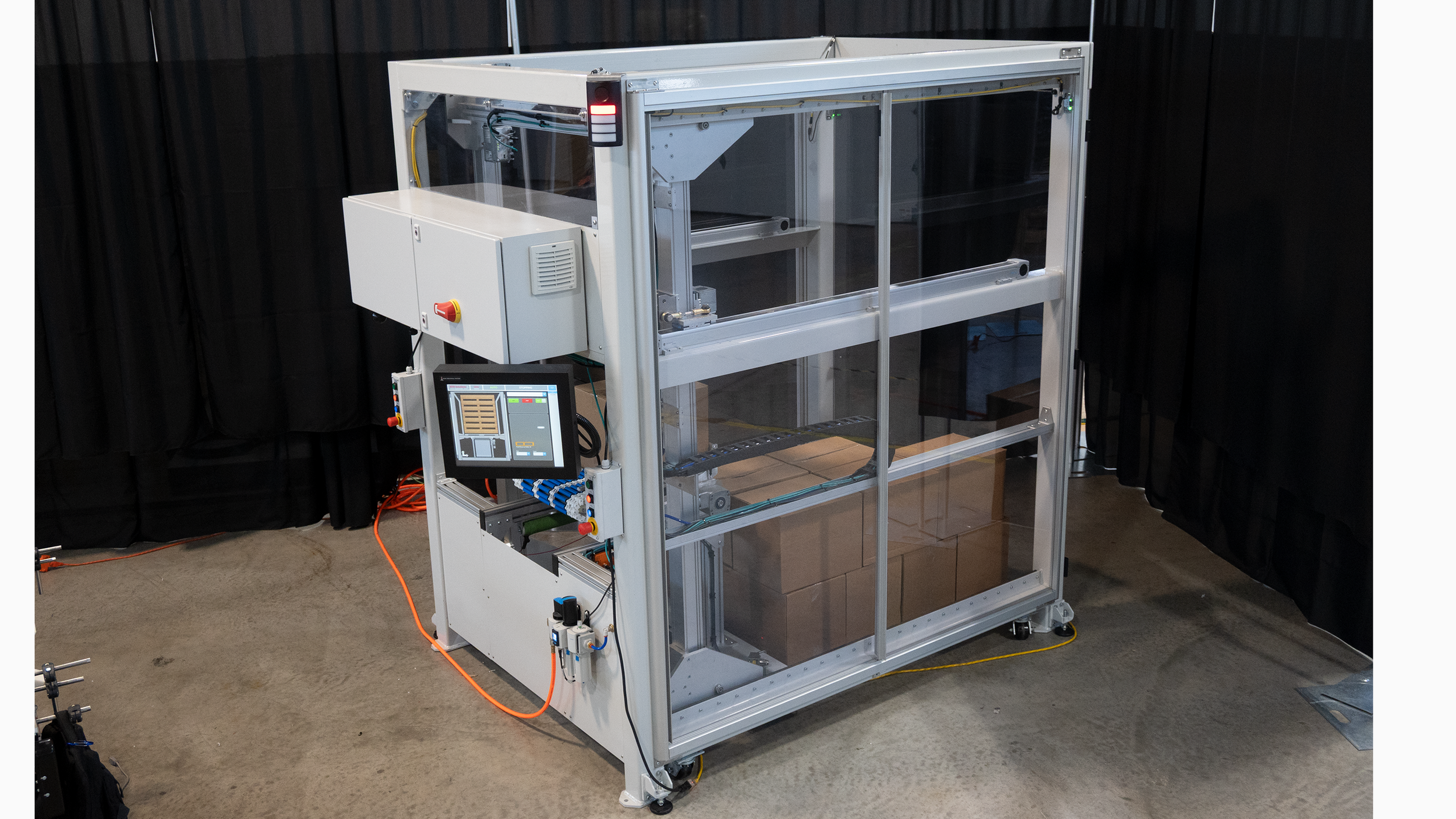
The UNO mobile Palletizing solutions
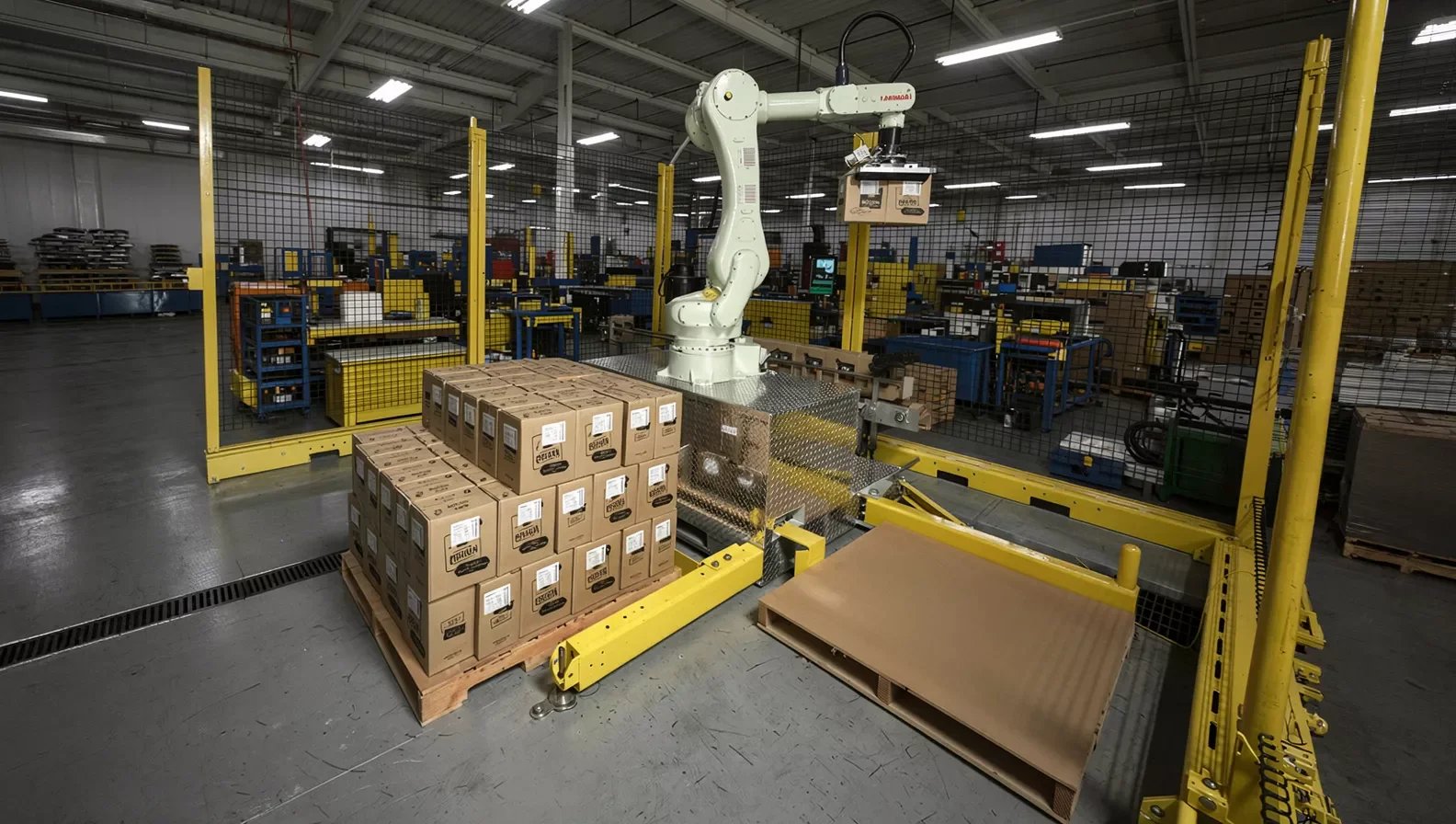
The REAPR fixed palletizing solution
Making the Right Choice
Choosing between fixed and mobile palletizing isn’t about which technology is “better.” It’s about which approach supports your operation today — and gives you room to adapt tomorrow.
For operations leaders evaluating palletizing automation, asking the right questions early can prevent costly rework, downtime, and frustration later.
As palletizing continues to evolve, flexibility, simplicity, and real-world fit are becoming just as important as raw throughput.